杭州太克干燥設備有限公司 木材干燥設備|木材炭化設備|空氣能干燥設備|包裝箱熱處理設備
13666637088


2026-03-22 03:10:53
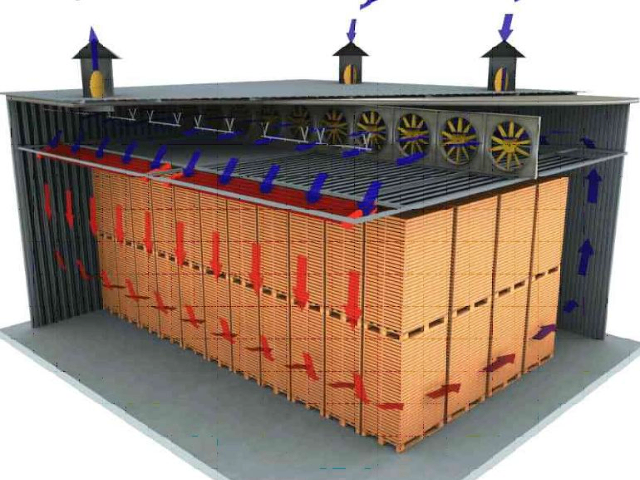
木材烘干窯是一種用于干燥木材的專業設備,通過控制溫度、濕度和通風等條件,使木材中的水分快速、均勻地蒸發,從而達到干燥木材的目的。工作原理:木材烘干窯利用熱空氣作為干燥介質,通過加熱系統提高空氣溫度,使木材中的水分蒸發成水蒸氣。通風系統促使熱空氣在窯內循環流動,將木材表面的水蒸氣帶走,同時使木材內部的水分不斷向表面擴散,從而實現木材的干燥。濕度控制系統則根據木材干燥的不同階段,調節窯內濕度,防止木材因干燥過快而產生開裂、變形等缺陷。木材烘干工藝需準確調控溫度、濕度、氣流速度,平衡水分蒸發與應力釋放。上海防腐木木材干燥安裝

根據木材特性、厚度、用途的不同,烘干基準可分為多種類型,常見分類方式如下:木材厚度是影響基準的關鍵因素(厚度越大,水分從內部遷移到表面的距離越長,需更溫和的條件):薄材(厚度<20mm):可采用較高的初始溫度(50-60℃)和中等濕度(60%-70%),烘干周期較短(如10-20小時)。中厚材(20-50mm):初始溫度需降低(40-50℃),濕度提高(70%-85%),烘干周期延長(20-40小時)。厚材(>50mm):初始溫度更低(30-40℃),濕度更高(80%-90%),且需分階段緩慢升溫,周期可達40-72小時以上。江蘇杉木木材烘干炭化窯熱泵木材烘干設備在低溫環境下仍能高效運行,適用于北方寒冷地區的木材加工企業。
烘干:這是木材烘干的重要階段,根據木材的種類和含水率等因素,選擇合適的烘干工藝參數。一般來說,烘干溫度在 60 - 90℃之間,濕度控制在 30% - 60% RH 之間。在烘干過程中,要不斷監測木材的含水率和烘干窯內的溫度、濕度等參數,并根據實際情況進行調整。烘干時間根據木材的厚度和初始含水率而定,一般從幾天到幾周不等。調濕:當木材的含水率達到規定要求后,需要進行調濕處理。通過向烘干窯內通入適量的水蒸氣,使木材表面的含水率略高于內部的含水率,從而消除木材內部的應力,提高木材的穩定性和加工性能。調濕溫度一般在 50 - 70℃之間,濕度控制在 70% - 90% RH 之間,調濕時間為 12 - 24 小時。
根據木材特性(如硬木、軟木)和烘干基準,分階段調整參數,逐步蒸發水分:預熱階段目的:使木材均勻受熱,軟化木材細胞,為后續水分蒸發做準備,避免突然升溫導致開裂。操作:將烘干窯溫度緩慢升至40-60℃(軟木可稍低,硬木稍高),濕度保持在80%-90%,持續時間根據木材厚度而定(通常為2-6小時),直至木材內外溫度一致。初期干燥階段目的:快速蒸發木材表面自由水,同時控制內部水分向表面遷移的速度,避免表面過度干燥而開裂。操作:溫度逐步升至60-80℃,濕度降至60%-70%,通過通風系統保持窯內空氣循環(風速一般為1-3m/s),及時排出表面蒸發的水分。此階段需密切關注木材是否出現細微開裂,必要時通過噴蒸(增加濕度)調整。木材烘干調試前,需校準含水率檢測儀器,確保數據準確,為參數調整提供依據。

木材烘干工藝是一個復雜的過程,需要嚴格控制溫度、濕度和時間等參數,以確保木材干燥質量,以下是常規的木材烘干工藝步驟及要點:前期準備木材挑選與分類:對木材進行挑選,去除有明顯缺陷如腐朽、蟲蛀的木材。然后按樹種、厚度、含水率等進行分類,以便制定不同的烘干方案。裝窯:將木材合理裝窯,木材之間要留有一定的間隙,保證空氣流通順暢,使熱量和濕氣能夠均勻傳遞。預熱階段升溫:緩慢升高烘干窯內溫度,一般以每小時1-3℃的速度升溫,避免木材因溫度急劇變化而產生開裂等缺陷。濕度控制:同時將相對濕度保持在80%-90%,較高的濕度可防止木材表面水分過快蒸發,使木材內部水分有足夠時間向表面遷移。持續時間:根據木材的厚度和初始含水率確定,通常為6-12小時。微波 / 高頻烘干設備利用分子振動生熱,實現木材由內向外快速均勻干燥。全自動木材干燥方法
木材烘干設備停用期間,需排空水箱積水并做好機身防銹處理,延長設備使用壽命。上海防腐木木材干燥安裝
木材干燥技術在古建筑修繕領域也具有重要應用價值,合理的干燥工藝能夠保護古建筑木材構件,延長古建筑的使用壽命。古建筑中的木材構件,如梁、柱、斗拱等,經過長期使用,可能會出現腐朽、開裂、變形等問題,需要進行修繕。在修繕過程中,若需要更換木材構件,新木材必須經過嚴格的干燥處理,使其含水率與古建筑原有木材的含水率相接近,避免因含水率差異過大導致新老木材結合處出現縫隙或變形,影響古建筑的結構穩定性。同時,對于古建筑中仍可繼續使用但存在輕微含水率問題的木材構件,也可采用適當的干燥方法進行處理,如采用低溫、低濕度的干燥工藝,緩慢降低木材含水率,避免因干燥速度過快對木材原有結構造成破壞。此外,在木材干燥過程中,還需注意保護木材表面的歷史痕跡和裝飾圖案,確保古建筑的歷史風貌得到完整保留。上海防腐木木材干燥安裝





