浙江天雅江濤動力有限公司 發動機箱體|發動機缸頭|壓鑄|機加工
15058557666


2026-03-17 00:18:59
精密制造與質量控制:我們的鋁合金缸頭從設計到生產均遵循嚴格的精密制造標準:(1)精密加工,平面度控制:通過數控機床精加工,缸頭的平面度誤差≤0.05mm,確保了氣門和密封件的良好配合。氣道優化:通過對進排氣道的流場模擬與實驗驗證,優化了氣道設計,減少了流動阻力,提高了燃燒效率。(2)質量檢測,為確保產品質量,我們采用了多項先進的檢測技術:德國蔡司三坐標測量儀:對缸頭的關鍵尺寸(如孔距、平面度等)進行**全檢,確保產品符合設計要求。X光探傷:通過無損檢測技術,檢查缸頭內部是否存在氣孔或夾雜缺陷,保證產品的致密性。低壓鑄造保障缸頭質量與精度。浦江缸頭生產廠家

制造工藝:低壓鑄造與T6熱處理的結合。我們的鋁合金缸頭采用低壓鑄造工藝,這是一種先進的精密鑄造技術。相比傳統高壓鑄造,低壓鑄造具有以下優勢:壁厚均勻性:通過緩慢充型,避免了傳統鑄造中因快速填充導致的氣孔、縮松等問題。這使得缸頭的壁厚均勻性誤差控制在≤0.3mm。內部致密性:低壓鑄造工藝明顯減少了內部缺陷(如氣孔和夾雜),提高了產品的整體質量。隨后,我們對鋁合金缸頭進行T6熱處理工序:時效強化:通過固溶處理和人工時效處理,進一步提升材料的強度和彈性模量。尺寸穩定性:T6熱處理工藝能夠有效消除鑄造過程中產生的應力,確保缸頭在高溫和高負荷運行下的尺寸穩定。浦江缸頭生產廠家適配多型號發動機,拓展缸頭應用場景。

材料選擇與制造工藝。鋁合金材料的應用:我們公司生產的缸頭采用優良的鋁合金材料。鋁合金因其出色的輕量化特性和良好的散熱性能,成為制造缸頭的理想選擇。相比傳統的鑄鐵材料,鋁合金的重量更輕,有助于減輕整車的重量,從而提升燃油經濟性和操控性能。同時,鋁合金具有良好的機械強度,能夠承受發動機高轉速和高壓縮比帶來的強度高工作環境。低壓鑄造工藝:缸頭的制造過程中,我們采用了低壓鑄造工藝。這種工藝能夠在較低的壓力下將熔融的鋁合金注入模具,從而減少氣孔和縮孔等鑄造缺陷的產生。
實踐成果與市場反饋:全球化市場布局,我們的缸頭產品已為東南亞、南美等全球30余國客戶提供OEM配套服務,累計交付超500萬件。憑借高精度制造工藝和優良售后服務,我們的產品贏得了普遍的市場認可。低故障率與高可靠性,通過嚴格的質量控制和先進的檢測技術,我們的缸頭故障率低于行業標準1.2個百分點。這一成果不僅體現了我們在制造工藝上的先進優勢,也為客戶提供了更高的使用保障。提升缸頭精度是一項系統性工程,涉及材料選擇、制造工藝、檢測技術和設計優化等多個方面。缸頭散熱性能出色,保障發動機在高負荷下穩定運行。

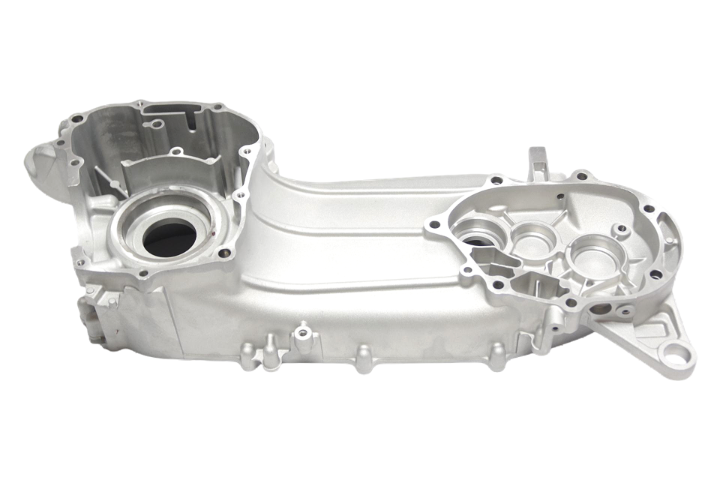
缸頭,作為摩托車動力系統的關鍵組件,對發動機的整體性能起著決定性作用。其主要功能是密封氣缸,形成燃燒室,并承載氣門、凸輪軸等關鍵部件。在現代摩托車發動機技術的發展過程中,缸頭的設計和制造工藝直接影響著發動機的效率、耐用性以及動力輸出。本文將詳細介紹我們公司生產的鋁合金缸頭的特點及其優勢,展示其如何通過先進工藝和精密設計,成為行業中的佼佼者。低壓鑄造不僅提高了缸頭的整體強度和致密性,還確保了壁厚均勻性。我們的產品在壁厚均勻性方面達到了誤差≤0.3mm的精密指標,這對于保證缸頭在高溫高壓環境下的穩定工作至關重要。天雅江濤缸頭精密指標優,助摩托車動力系統穩定運行。浦江缸頭生產廠家
低壓鑄造工藝保障缸頭成型精度與質量。浦江缸頭生產廠家
全生命周期質量管控:構建零缺陷制造系統。1數字化檢測體系,部署蔡司Contura7三坐標測量機(精度等級ISO10791-1標準):關鍵尺寸控制:缸蓋平面度、氣門座孔圓度、冷卻水套壁厚等12項主要指標**全檢;?檢測效率:單件檢測時間≤15分鐘,支持SPC統計分析(CpK≥1.67)。2X射線無損檢測(RT)系統:配置GEphoenixVantage640型工業CT:氣孔缺陷檢測:分辨率≤5μm,氣孔率≤0.08%(優于AS9100D標準);?夾雜物分析:AI自動識別硅酸鹽、氧化鋁等夾雜類型及分布密度。3.熱力學性能驗證,搭建HTA(高溫加速老化)試驗臺:熱循環測試:-40℃~150℃循環1000次(ΔT=190℃),變形量≤0.12mm;蠕變測試:200℃/80MPa條件下,1000小時蠕變量≤0.03mm。浦江缸頭生產廠家